
Dernières réalisations
Deux outils pour le réglage de porte-outils de la toupie de ma combinée à bois
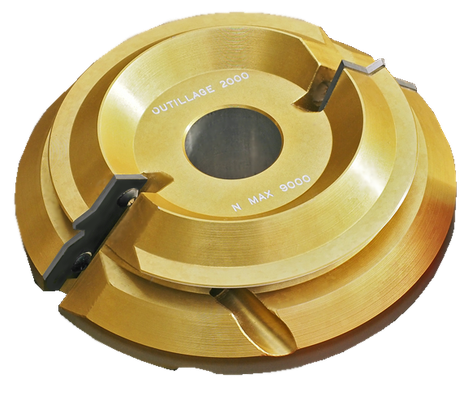
Pour fabriquer du mobilier dans le cadre d'une rénovation (salle de bain), j'ai été amené à ressortir deux importants et très intéressants porte-outils pour toupie, mais dont le premier, surtout, était trop souvent délaissé, car il est très délicat à utiliser, en raison de la difficulté d'obtenir directement un réglage optimum, même après consultation de documents ou tutoriels sur internet : un porte-outil pour bouvetage auto-bloquant à 45° et l'autre à 90°.
1. Bouvetage auto-bloquant à 45°

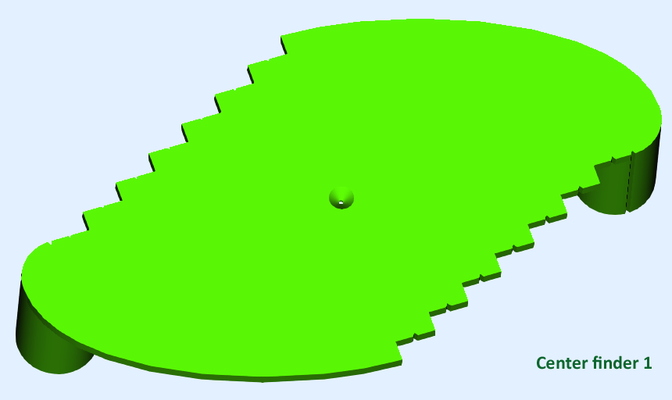
Lors de mes utilisations précédentes, je devais parfois relire quelques indications fournies ici ou là (par ex. un pdf de « HM Diffusion », ancien site de vente) me paraissant trop vagues ou difficiles à appliquer (il est impossible d'approcher la planche du centre du fer à cause de la pente à 45°) et obligeant à recourir à des essais parfois très nombreux sur des chutes. Récemment, j'ai découvert sur internet un tutoriel précis, mais exigeant l'emploi d'une jauge micrométrique pour toupie coûteuse et une série de calculs. Ce tutoriel m'a donné l'idée de dessiner en 3D et d'imprimer une jauge à usage unique permettant de régler l'outil sans passer par des calculs : la seule chose à faire est donc de déterminer le milieu exact de la pièce de bois à usiner, ce qui n'est pas hors de portée... surtout quand on s'est déjà imprimé des « outils à centrer ».
LA DÉMARCHE
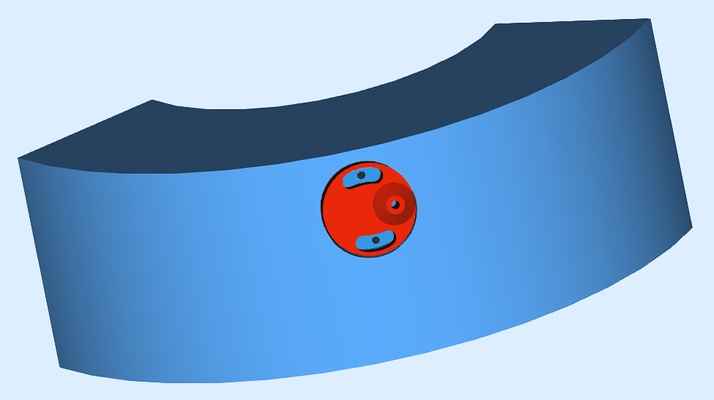
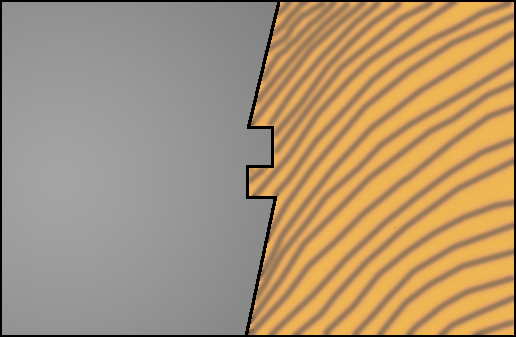
Puisque pour cet outil, il est très difficile de repérer aisément le milieu de la plaquette de carbure profilée, il me suffit de pouvoir fixer contre le porte-outil une jauge (pas sur le fer lui-même, pour une question de stabilité de celle-ci) avec une pointe réglable indiquant ce milieu recherché :

La difficulté a donc été de dessiner le plus exactement possible le contre-profil du porte-outil. Il m'a fallu faire beaucoup d'essais : j'imprimais des plaquettes de 1 mm d'épaisseur pour vérifier les légères modifications à effectuer. Cf. un des tests ci-dessus.
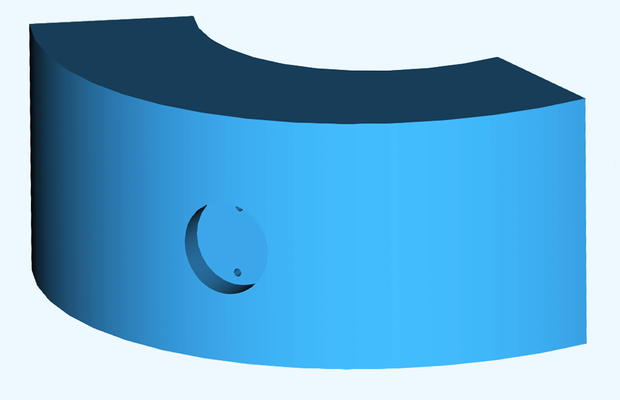
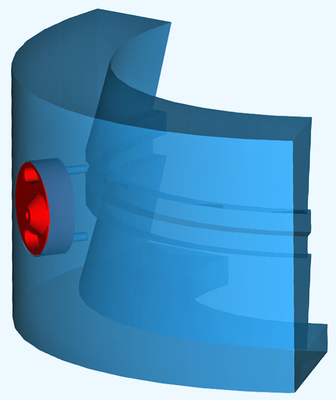
Une fois que cette « esquisse » du contre-profil a été validée et après avoir mesuré le diamètre du porte-outil en alu, j'ai pu dans FreeCAD créer le volume de l'outil par une « révolution » sur 120° de l'esquisse autour de l'axe (décalé par rapport à l'esquisse de la valeur du rayon du porte-outil). Dans un premier temps, comme j'avais bien calculé la position du milieu du fer et pris des repères pour savoir où placer une pointe, je me suis contenté de créer le trou nécessaire : c'était sans compter sur les possibles petites variations dimensionnelles d'une impression 3D et la manière dont s'adapterait plus ou moins étroitement la jauge sur une partie du porte-outil : il y avait une différence de ± 0,5 mm lors d'un premier test sur la machine. J'ai donc modifié le fichier en conséquence et procédé autrement pour, lors d'un étalonnage qui sera nécessaire, pouvoir déplacer par la suite très finement la position de cette pointe : ce choix a été le bon car, lors de cette étape, j'ai pu modifier très légèrement la position d'abord choisie 'à l'œil' de la pointe par la rotation de la platine vissée sur la jauge.


L'ÉTALONNAGE
Il faut bien maintenir la jauge plaquée contre celui-ci : pour ma part, à présent, je la fixe contre le porte-outil avec un large bracelet élastique, ce qui me laisse les mains libres pour régler la hauteur de l'axe de la toupie. Pour vérifier la précision de la pointe, j'ai choisi non une pièce de bois, mais une chute de profilé alu, donc un matériau très régulier, précis, non sujet à une plus ou moins grande compression, facilement et finement rayable : avec un de mes outils « à centrer » (cf. images à la fin de l'article) j'ai donc laissé une marque sur le milieu du profilé.
Après avoir aligné la pointe de la jauge au niveau exact du repère sur le profilé alu, il suffit de pousser sur la table ce profilé le long de la jauge pour le rayer légèrement.
Pour vérifier si la jauge est exacte, il suffit donc de retourner le profilé et de le rayer au même endroit : si les deux traits se superposent exactement, l'opération est terminée. Si les deux traits restent très proches, mais ne se confondent pas, cela veut dire qu'il faut desserrer les 2 vis de fixation de la platine porte-pointe et déplacer dans un sens ou dans l'autre la position de la pointe d'une valeur égale à la moitié du sillon entre les 2 lignes : sur l'image ci-dessous, après avoir réglé et corrigé la position de la pointe, celle-ci se trouve enfin exactement entre les deux rayures.

Mes paramètres d'impression dans "Cura" :
- Filament : PLA
- Taux de remplissage : 25%
- Supports : non
Conseils pour fixer la pointe : j'ai utilisé la partie pointue d'un clou de 2 mm de diamètre. Le trou est volontairement plus étroit (idem pour les vis). Ne pas le repercer à 2 mm (le clou ne serait pas assez bien tenu), mais chauffer légèrement le clou et l'enfoncer avec une pince ou, ce qui a bien marché aussi, le fixer sur le mandrin d'une perceuse à batterie et le pousser doucement pendant la rotation : le frottement chauffe légèrement le PLA et permet une bonne fixation !
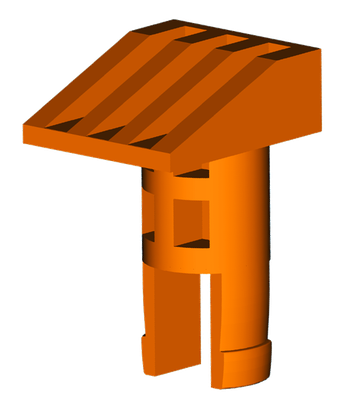
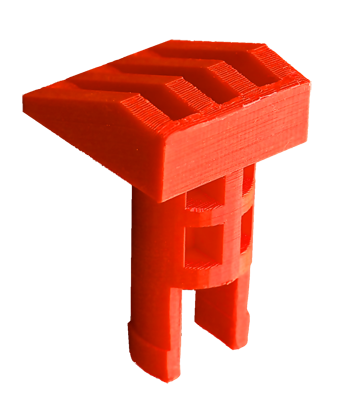
2. BOUVETAGE AUTO-BLOQUANT À 90°
Voici un autre porte-outil très pratique pour l'assemblage des planches d'un panneau. Il ne présente pas de vraie difficulté pour le réglage, mais parfois il faut le modifier... même s'il peut arriver que cette modification n'ait pas résolu le problème : une planche peut avoir pris un peu de courbure après rabotage et/ou ne pas avoir été assez plaquée sur la table lors du bouvetage, ce qui est alors trompeur !


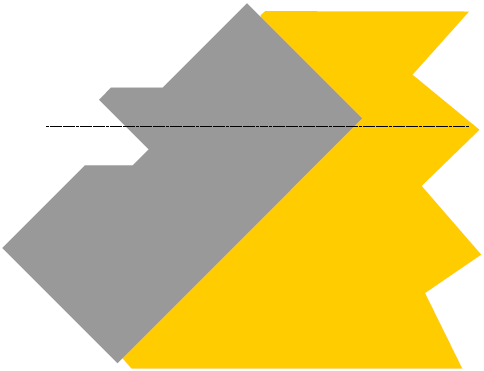
Ayant été satisfait de l'outil précédent, j'ai pensé au petit gain de temps éventuel pour le réglage et j'ai procédé en suivant la même méthode que pour le bouvetage à 45°. Cette fois-ci, je n'ai pas eu autant de tests du contre-profil à imprimer, connaissant par un document (reproduit ci-dessus) l'angle des pentes du profil.

Mes paramètres d'impression dans "Cura" :
- Filament : PLA
- Taux de remplissage : 25%
- Supports : oui, en raison des rainures/languettes à 90°.
Taquet de serrage pour un vieux WORKMATE
- Un Workmate est pratique (par rapport à de simples tréteaux) pour travailler, car il permet de fixer les objets à usiner. On m'a offert cet outil un peu rouillé (mais pas trop abîmé) qui allait sinon partir à la déchetterie. Il lui manquait cependant deux taquets, à enfoncer dans des trous à choisir et servant à serrer des planches larges ou des outils sur les deux plateaux réglables par deux manettes. Après avoir mesuré un de ceux dont je disposais, j'ai pu le reproduire sur FreeCAD et l'imprimer.
- Rien de spécial quant à cette réalisation. Par prudence, comme lorsque des pièces imprimées en 3D doivent s'assujettir avec précision ou qu'elles doivent entrer dans un objet/matériau quelconque, je réalise une impression test de la partie pénétrante. Ici, les trous sur les plateaux en bois contreplaqué du Workmate font 20 mm de diamètre. Pour la queue du taquet, j'ai donc dessiné un petit cylindre de 19,9 mm de diamètre et de 30 mm de haut, pour vérifier si ce dernier allait entrer sans forcer et sans trop de jeu : si la partie femelle avait été non en bois (qui accepte une relative tolérance de dimensions) mais aussi imprimée en 3D, il m'aurait fallu réduire davantage ce diamètre car, selon le filament ou la température d'impression, etc., l'objet réalisé subit de légères variations/déformations de volume. Ici, ce premier test fut concluant et je pus donc réaliser le dessin entier de la pièce.
-
L'impression a été réalisée avec un taux de remplissage des parois de 100% à cause de la solidité exigée pour cette pièce !
- Sur les photos ci-dessous, avec les deux copies-écran de la modélisation et les deux photos des pièces imprimées, bien sûr le Workmate est tout neuf (photo téléchargée).



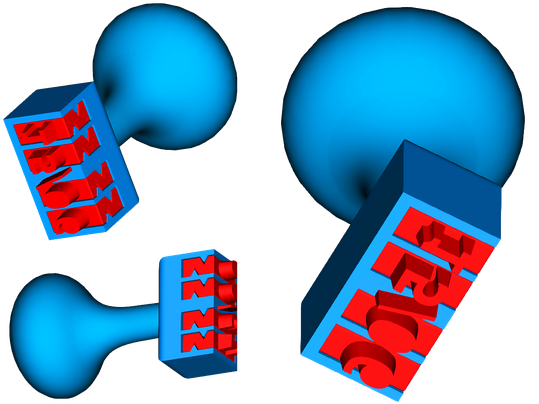
Fabrication d'un tampon-dateur à sec pour savons artisanaux
- Pour aider un auto-entrepreneur qui fabrique artisanalement au Vigan (30) de sains et jolis savons uniquement à base d'huile d'olive bio, de soude et d'eau, j'ai commencé à modéliser un tampon-dateur adapté à ses produits. Nous nous étions mis d'accord sur une sorte de cahier des charges : tampon à sec ; 'grande' profondeur des chiffres ; pas de défonce intérieure des caractères ; si possible un angle de dépouille de ces derniers ; largeur réduite de l'outil ; marquage seulement du mois et de l'année. Après quelques tests d'impression des éléments délicats et amovibles, j'ai pu imprimer d'abord un prototype personnel simplifié puis réaliser l'objet définitif qui semble donner pleinement satisfaction.
- La modélisation dans FreeCAD pour la poignée (réalisée par "Révolution d'une esquisse" autour de l'axe Z) et pour l'espèce de caisson, où l'on peut glisser de petits blocs (avec glissières servant de détrompeurs) surmontés chacun d'un chiffre, exige la connaissance des outils les plus classiques du logiciel, même si pour le caisson les opérations à mener sont nombreuses.
- Là où il va fallu être le plus inventif, c'est pour la création des chiffres (en miroir, bien sûr) avec l'obligation d'un angle de dépouille, malgré la petitesse et l'étroitesse des caractères (4 mm de profondeur ; 7 mm de hauteur ; 4 mm de largeur) : ces chiffres ne doivent pas, après légère pénétration dans le savon encore à peine sec, remonter de la matière collée tout autour (en plus une impression 3D avec filament ne présente jamais une surface vraiment lisse). C'est, entre autres, une des raisons qui a conduit à supprimer les très petits jours normalement à creuser (par une opération booléenne) dans les chiffres comme zéro, 8, etc. Un jeu avec ces défonces réalisées a tout de même été imprimé, uniquement par curiosité et pour un test occasionnel.

Il existe dans FreeCAD des outils pour réaliser les angles de dépouille souhaités : soit par une extrusion du profil du caractère avec indication des angles, soit par la création d'un chanfrein sur toute la hauteur du caractère.
- Malheureusement, l'empilement bien connu dans ce logiciel de modules ou ateliers différents et souvent spécialisés est déroutant lors des premiers apprentissages, et il engendre dans certains cas des incompatibilités d'éléments créés dans un atelier avec d'autres : par ex. entre "PartDesign" et "Part". Or, la création d'un texte volumique n'est pas proposée parmi les outils de ces deux principaux ateliers, le premier étant quasiment devenu "par défaut" impose donc sa loi ! Mais le second est aussi très intéressant et reste proche du premier ; et il est le seul à supporter l'extrusion d'un profil de lettre créé dans "Draft" ou importé au format SVG depuis le logiciel 2D "Inkscape". Hélas, ma version de "Part" n'a jamais pu réaliser un angle de dépouille, quelle que soit l'origine du caractère !
- Il restait la possibilité d'un chanfrein : mais "Part" (contrairement à "PartDesign") ne le propose qu'à 45° et on imagine le résultat sur un chiffre de 4 mm de largeur !
- La solution trouvée fut de créer deux profils de taille différente, puis de les centrer pour réaliser, après décalage du plus petit sur Z, un "Lissage (loft)" entre les deux + "création du solide". Le principe est simple, mais la création de chacun des profils pour cette opération impose beaucoup de contraintes : c'est la raison pour laquelle j'ai décidé de rédiger un petit tuto-FreeCAD de plus à ce sujet :

- Document PDF
- Ce tuto explique en détail les difficultés évoquées ci-dessus pour réaliser un angle de dépouille sur du texte volumique dans FreeCAD, avec le module "Part".
- J'y explique la solution trouvée et les pièges dans lesquels il ne faut pas tomber.
- Nombreuses copies-écran.
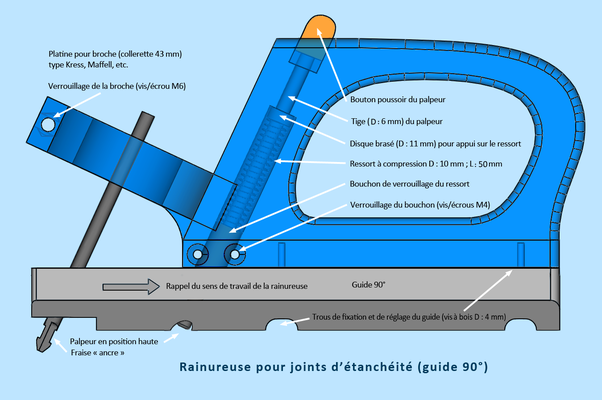
Fabrication d'une "rainureuse" pour joints d'isolation
Depuis l'été 2020, je me suis mis en "mode pause" en ce qui concerne mes activités de maker : les années passent vite et d'importants chantiers me restent encore à faire dans ma maison, avant que leur réalisation ne devienne problématique. J'arrive enfin au bout d'une étape importante et j'ai besoin de ce type d'outil pour la rénovation de menuiseries extérieures, afin de ne plus me contenter de joints d'isolation adhésifs qui s'abîment ou se décollent trop vite : il me faut donc une rainureuse.
- Cet outil est utilisé par les professionnels de la rénovation des menuiseries extérieures, quand le client désire ne pas les changer entièrement. L'outil électroportatif, tout comme les longues fraises de 6 mm aux profils spéciaux, coûtent donc plutôt cher, surtout pour l'usage épisodique que j'en aurai.
- Ayant remarqué que le type de moteur utilisé (forme étroite et allongée du bloc moteur, diamètre de la collerette, possibilités de vitesses réglables et élevées, etc.) correspondait tout à fait à celui de ma broche Kress installée sur ma cnc OMM PRO, j'ai décidé de réaliser le bloc poignée+support de la broche moi-même.
- Le principe original – et nécessaire – de l'outil est que la platine et le bloc moteur forment un angle de 65° par rapport au guide utilisé pour que la fraise puisse ainsi travailler jusqu'au fond des feuillures en bois. Cet angle impose de travailler ensuite à reculons, pour ne pas fatiguer la fraise. Un bouton-presseur, permet de faire sortir – un peu en arrière de la fraise – une tige servant de "palpeur" : ainsi, on peut abaisser progressivement la fraise en rotation dans le bois en limitant le risque d'un à-coup brutal.
- Il existe plusieurs types de guide, mais le plus couramment utilisé est celui qui forme un angle de 90° pour fixer un joint " queue d'ancre" (cf images ci-dessous ; c'est aussi le nom de la fraise à utiliser) le long de l'arête de l'angle de la feuillure.
- Pour me rassurer sur la validité de mon projet, j'ai commencé par fabriquer un prototype en bois de chêne : des lamelles de 6 mm contrecollées dont j'ai orienté alternativement les fibres horizontalement et à 65° pour qu'aussi bien la poignée que – surtout – la platine support de la broche (collerette de 43 mm) soient très rigides et très solides ! Par contre, j'ai négligé la réalisation d'un palpeur, sachant qu'en étant prudent l'outil marcherait aussi sans vrai problème, ce qui m'évitait de réaliser une chose difficile à faire sans risque de fragilisation dans mon bloc de bois.
- Après l'achat d'une fraise "queue d'ancre" et la fixation d'un guide de 90° renforcé par une cornière en alu, j'ai pu enfin tester sur un morceau de bois la machine... Qui marche très bien, mais exige évidemment une avance plutôt lente dans le bois, vu la profondeur de la rainure.
Cliquer sur les images pour les agrandir



- Théoriquement, je pouvais donc m'arrêter là pour mon chantier de rénovation ! Mais la tentation était trop grande : beaucoup de makers utilisent sur leur cnc une broche Kress ou Maffel et modéliser en 3D ma rainureuse leur donnera éventuellement une possibilité supplémentaire de celle-ci. Je me suis donc mis au travail sur FreeCAD pour une réalisation plus soignée et avec un palpeur. L'outil 'complet' (mais avec le seul guide de 90° : le plus utile pour moi !) est désormais imprimé, assemblé et fonctionnel !
- Mes fichiers STL sont téléchargeables (comme toujours sous condition lors de leur utilisation : licence Creative Commons BY NC SA).
- Une documentation (même lien) est aussi proposée pour les pièces non imprimables, la finition importante exigée après l'impression 3D et le montage.
- Depuis cet article j'ai réalisé le travail prévu sur ma porte d'entrée : quelques erreurs de débutant quant à l'utilisation de l'outil, mais celui-ci n'est pas en cause. J'aurais dû faire ce travail après avoir reçu ma commande du rouleau de "joint queue d'ancre" en silicone (très solide et très souple) : à cause de cela, j'ai réglé à l'estime la profondeur de la fraise et j'ai été trop généreux ; par endroits, le joint est moins bien retenu car le haut de la fraise a trop entamé l'arête de la feuillure et les lèvres de la rainure, trop larges, ne retiennent donc pas bien le joint. Il faut dire que travailler pour un test sur une feuillure neuve et bloquée dans un étau ça n'a rien à voir avec les conditions réelles d'une rénovation : feuillures encombrées de petits reliefs de peinture qui gênent la progression et, surtout, non à 90° (on a donc tendance à appuyer alternativement plus d'un côté que d'un autre selon la position des bras, le montant usiné, le sens aller ou retour, etc., ce qui accentue aussi involontairement l'élargissement de l'entrée de la rainure. Et pour couronner le tout, comme il n'y a pas d'aspiration sur mon outil, toute la sciure m'arrivait sur le visage : donc pour la suite, masque et lunettes englobantes obligatoires !
Cliquer sur les images pour les agrandir
08/06/2020


Covid-19 en 2020. Impression/fabrication de visières de protection
Le projet
Mon imprimante 3D était mobilisée depuis quelques temps pour le prototypage d'un projet personnel. Mais, outre la difficulté de se procurer les matériaux nécessaires et le caractère non urgent de ce dernier, j'ai estimé qu'il était temps pour moi de passer à des choses beaucoup plus 'sérieuses' en découvrant que beaucoup de fablabs s'étaient déjà lancés dans la fabrication de visières de protection, d'autant plus que le 11 mai approche et qu'une reprise scolaire, d'abord dans le primaire, s'annonce comme plutôt chaotique, non seulement pour les enfants, mais aussi (surtout ?) pour le personnel éducatif. Issu de l'É.N., je suis donc très sensible à son sort et depuis quelques semaines mon imprimante fonctionne en mode continu... J'ai donc décidé de travailler prioritairement pour les enseignants, connaissant trop bien les lourdeurs administratives du "mammouth" et la déconnexion abyssale entre les hauts responsables de la Garderie (euh, je voulais dire Éducation) nationale et les personnels abandonnés sur le terrain des réalités les plus diverses et rarement prévues par la hiérarchie compétente : du moment que l'économie redémarre ! J'aimerais donc que tout le personnel des écoles du pays viganais ait pour le 11 mai une visière de protection.
La tâche semble énorme, mais je suis quasiment sûr à présent qu'on va y arriver car, depuis que j'ai commencé à vider mes bobines de PLA entamées et parfois anciennes (c'est efficace pour faire le ménage sur les étagères), je ne suis pas tout seul : même si ma seule imprimante travaille pour les supports des visières, des amis me soutiennent et m'aident dans ma démarche. Un copain réputé pour ses multi-compétences et sa rigueur technique, suggère des réglages, des aménagements, des idées pour travailler plus efficacement. Une voisine, professeure des écoles, sert de relais avec tout le public concerné, fait remonter les besoins, effectue les livraisons, négocie pour refuser des demandes abusives, m'apporte son aide pour la découpe des arrondis des films, pour la fixation de ces derniers sur les supports imprimés et part à la chasse de ces précieux films épais (du type "plat de couverture/reliure") auprès de ses collègues, voire des mairies, car je n'avais pas de stock de ce matériau : les dernières nouvelles de ce côté-là sont rassurantes. L'entreprise Thermoflan nous a offert du PVC de 250 µ en grandes feuilles (permettant de réaliser les premières 30 visières) : sans cette aide préalable, je n'aurais jamais osé lancer ce projet. Il y a encore un autre matériau qui me faisait défaut pour le modèle de support finalement choisi* : les élastiques ! Il y a vraiment des coups en bourse à faire dans ce domaine ! Alors, 'économie de guerre' oblige, je me suis rabattu sur une poignée de chambres à air de VTT hors service offerte par Mathieu de "Cigale Aventure" (location de vélos, et activités de pleine nature) : il suffit de découper aux ciseaux de fines lanières...
La production a accéléré et nous avons pu distribuer plus de 90 visières avant cette rentrée du 11 mai.
Fin de série
J'avais prévu d'enchaîner, si c'était nécessaire, avec la Cité scolaire A. Chamson mais j'appris le 04-05 qu'une commande avait été faite pour tout l'établissement par la gestionnaire.
* Ce modèle "sans clips" s'est révélé pour moi plus intéressant que le premier dont j'avais imprimé un lot : plus léger (car sans branches), efficace parce que le
film est plaqué derrière la paroi avant et non fixé devant : par son élasticité, il se verrouille donc de lui-même contre la paroi. Très souple, quand on le pose sur la tête, il se déforme
légèrement grâce à l'élastique et s'ajuste donc à celle-ci. J'avais eu des soucis avec un premier modèle
ISO838 car, fixé sur le devant des supports, le film tenait mal, sortait des tenons sir on écartait les branches. Depuis, par un meilleur ajustage des trous proposé par mon copain, les
films tiennent bien. Cependant, je l'ai délaissé car il consomme beaucoup plus de filament, même s'il n'exigeait pas la fixation d'un élastique.
Mise à jour du 06 mai 2020
